Brainstorming
For this assignment, we were tasked to make a small maze, no greater than 8.5x11 inches, with 1/4 inch channels and a 1/4 inch border. I decided to make a fairly simple maze, but I added paths to spell out the word IDEA, and add a gear to fill up empty space.
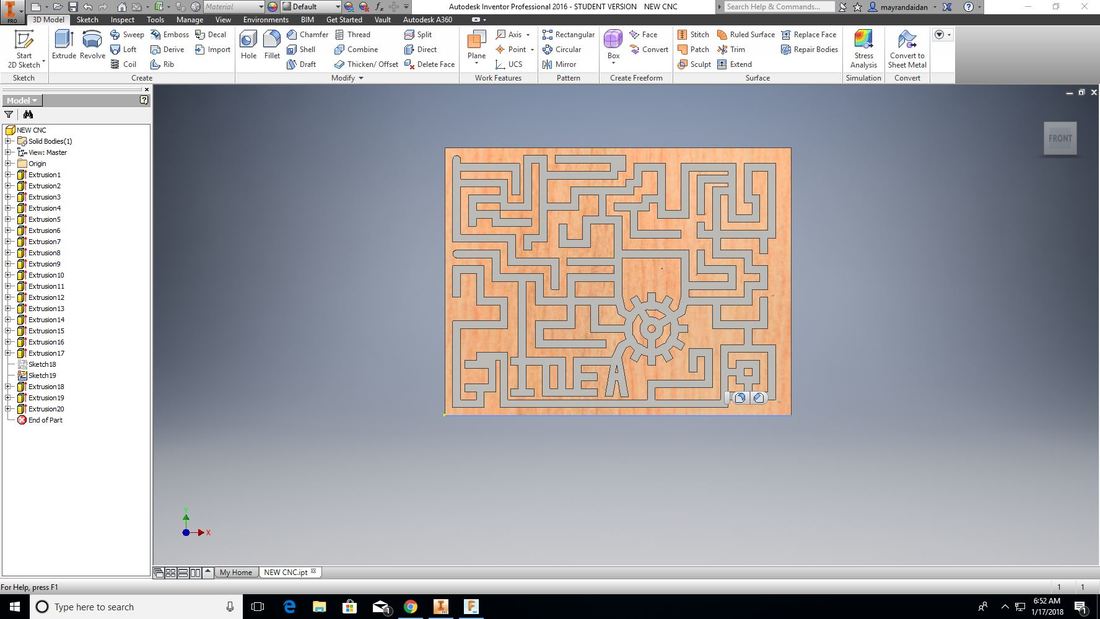
It took several revisions to make the correct path sizes and depths with out messing up. This is what my final revision looked like.
Using Fusion 360
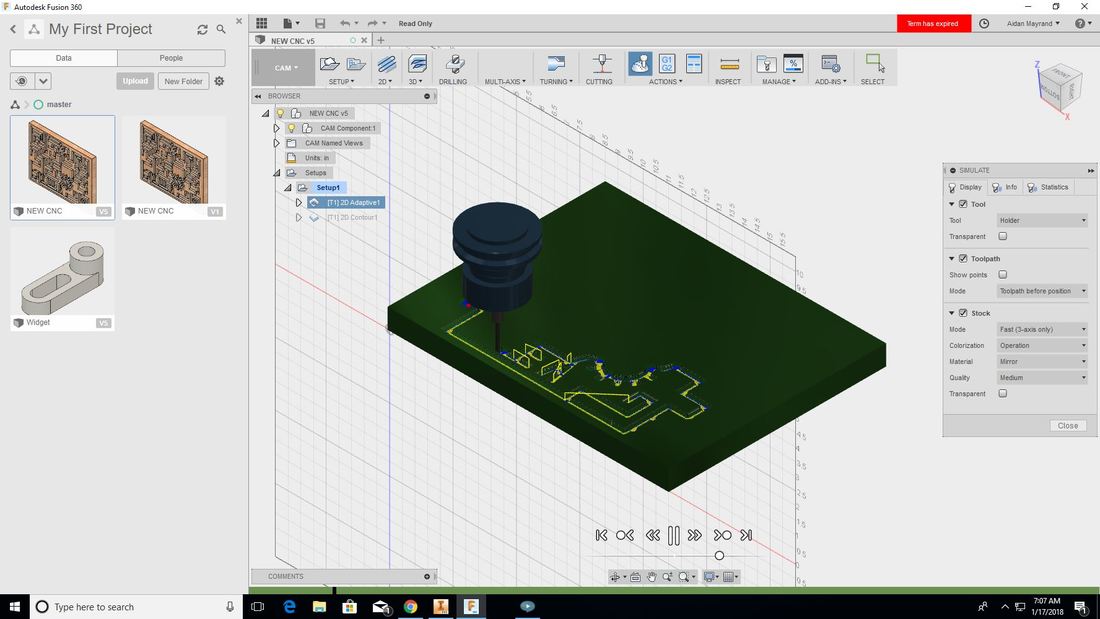
To make the G-Code to run the CNC Router, we used the Computer-Aided Manufacturing (CAM) tool in Fusion 360. By using the 2D adaptive clearing tool to cut away the channels of the maze, and the 2D Contour tool to cut away the outside edge of foam we used to make the models of our maze.
|
|
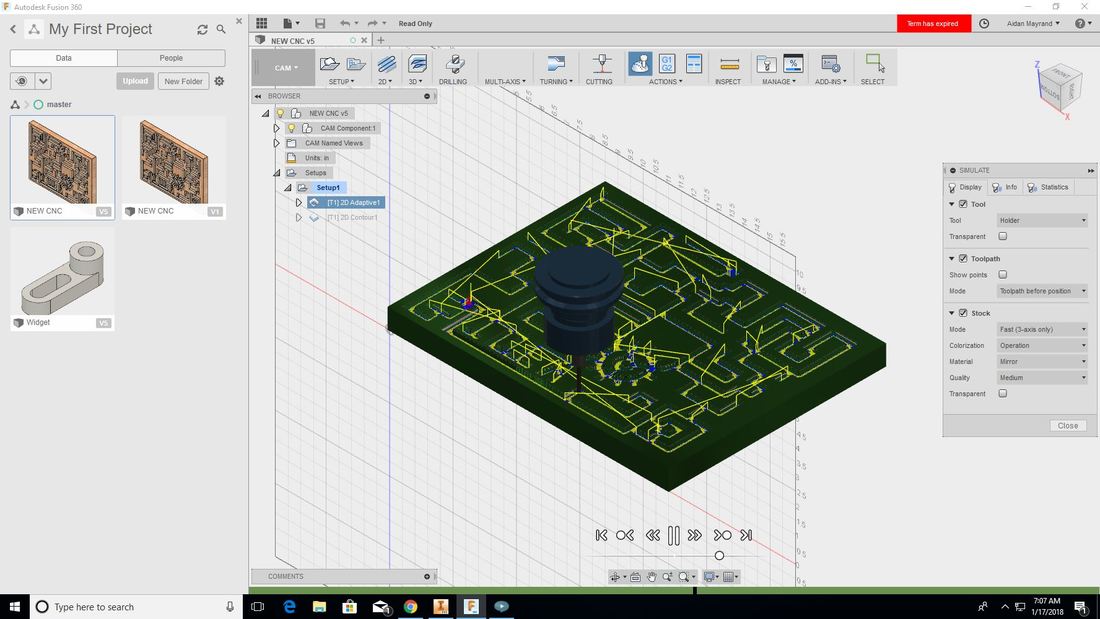
To make sure that our maze would be cut out correctly, we used the Simulate tool to make sure that the CNC Router wouldn't run into any problems while making our maze. We used the Post Process tool to generate the G-Code the Router needs to read, and it can move the bit accordingly.
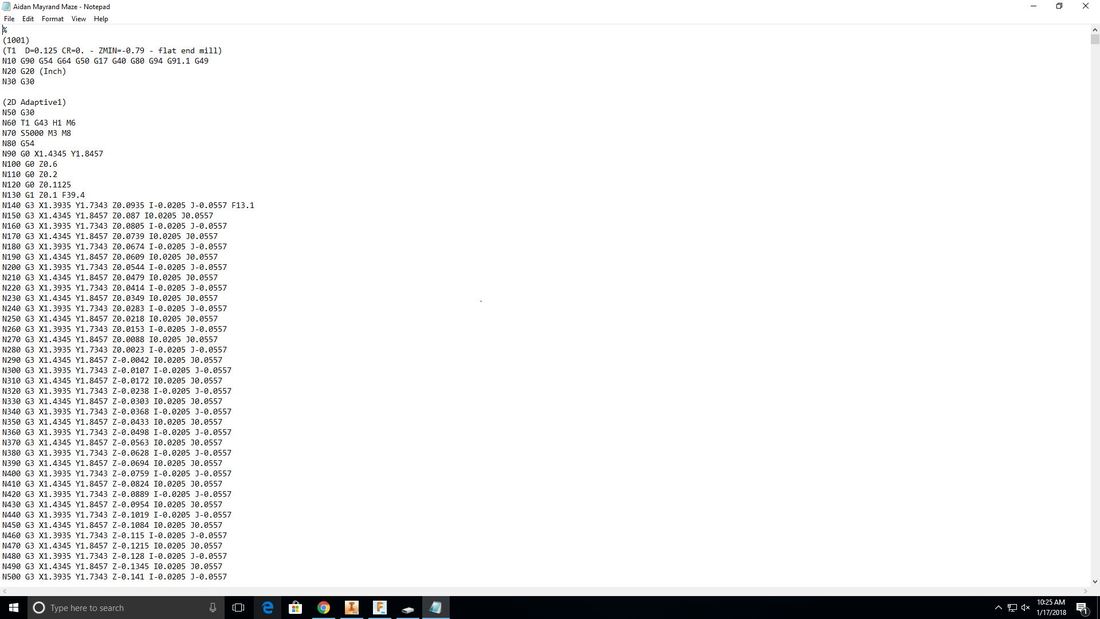
This is what the G-Code for my maze looks like. It takes around 14,120 of G-Code to make the maze.
Making the Maze
|

|

|
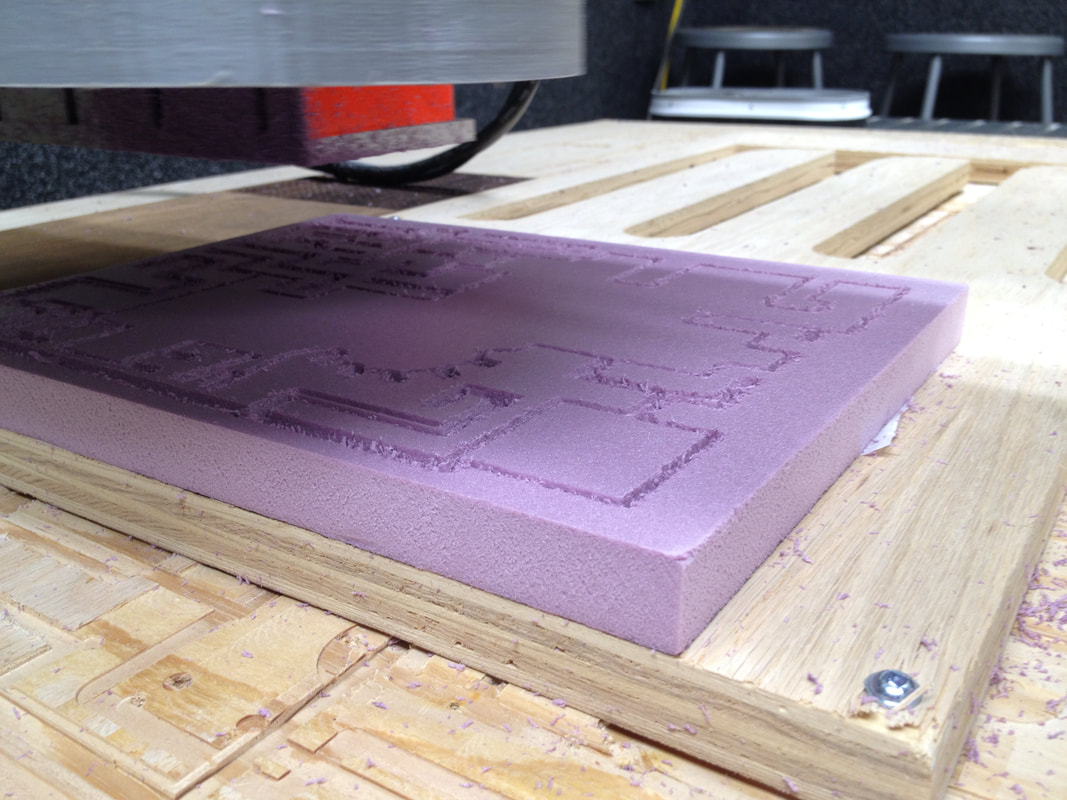
It took around 14 minutes to prepare the CNC router to route out my maze. In my opinion, the CNC Router took too long to mill out holes in the foam. In the future, I want to change it so that it doesn't make as many entry holes.
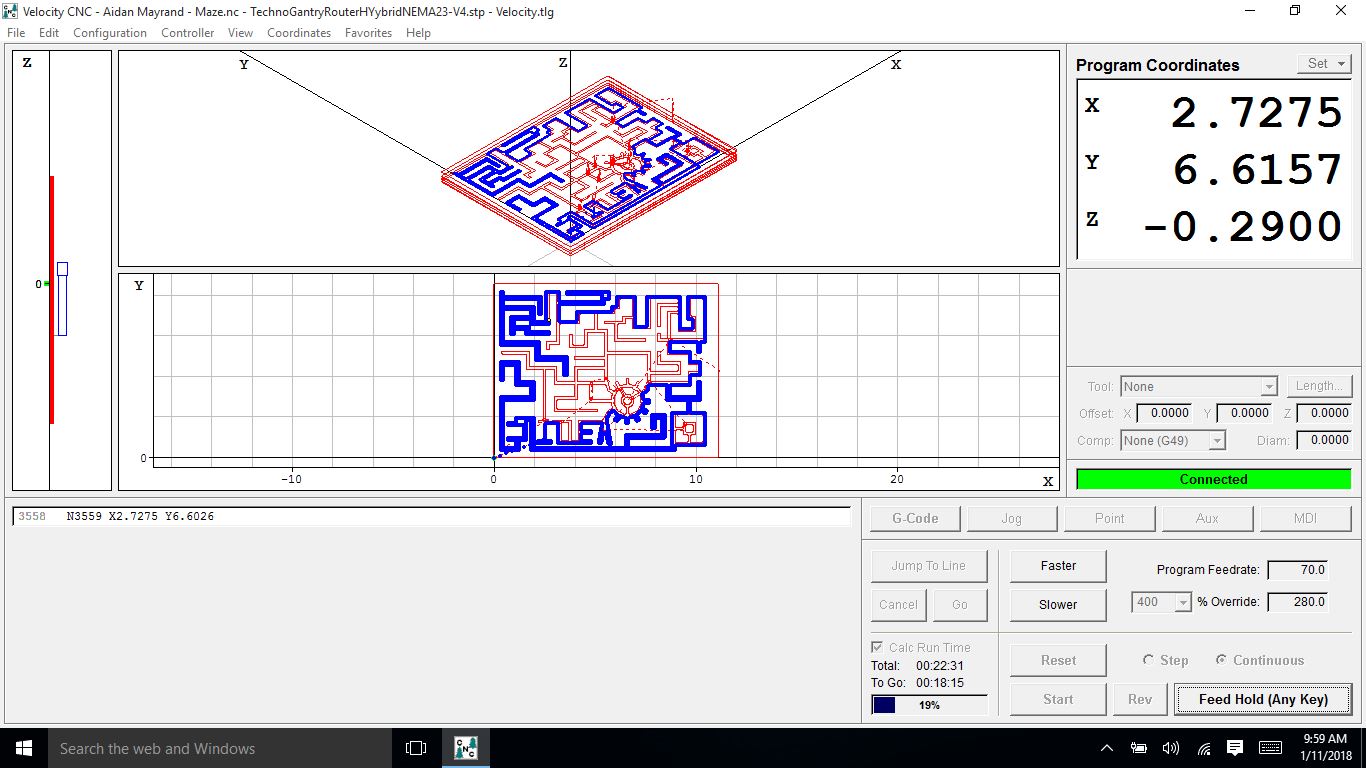
This is a screencap of what the HUD for the CNC Router looks like. You can move the bit around before you start milling using the Jog tool.
These were some of the fastest movements that the CNC Mill ended up making. It took the longest to slowly mill out entry holes, but quick movements around corners seemed pretty fluid.
Results

|
|
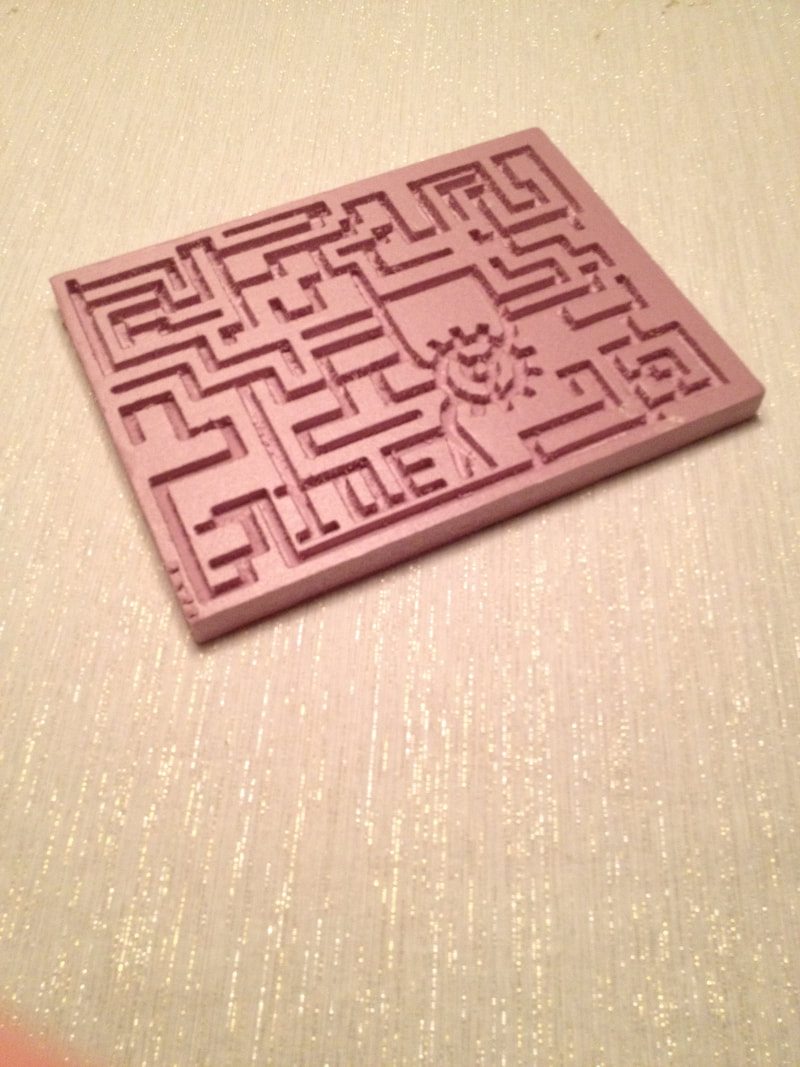
Overall, the maze turned out pretty good. It took a lot of time to remove the small pink flakes of foam left over from the milling process. It was pretty easy to remove any of the blocky spaces that the bit missed while milling out the inside walls of the maze. If the same G-Code for was used for a piece of wood, I think that it would turn out phenomenally.
